





我们的精密异形钢管价格材质报告视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:精密异形钢管价格材质报告的图文介绍

异型管工具除锈 主要使用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊聊城异型管厂渣等。手动工具除锈能达异型管到Sa2级,动力工具除锈可达到Sa3级,若钢材外表附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
异型管清洗利用溶剂、乳剂清洗钢材外表,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
异型管和无缝钢管的区别:
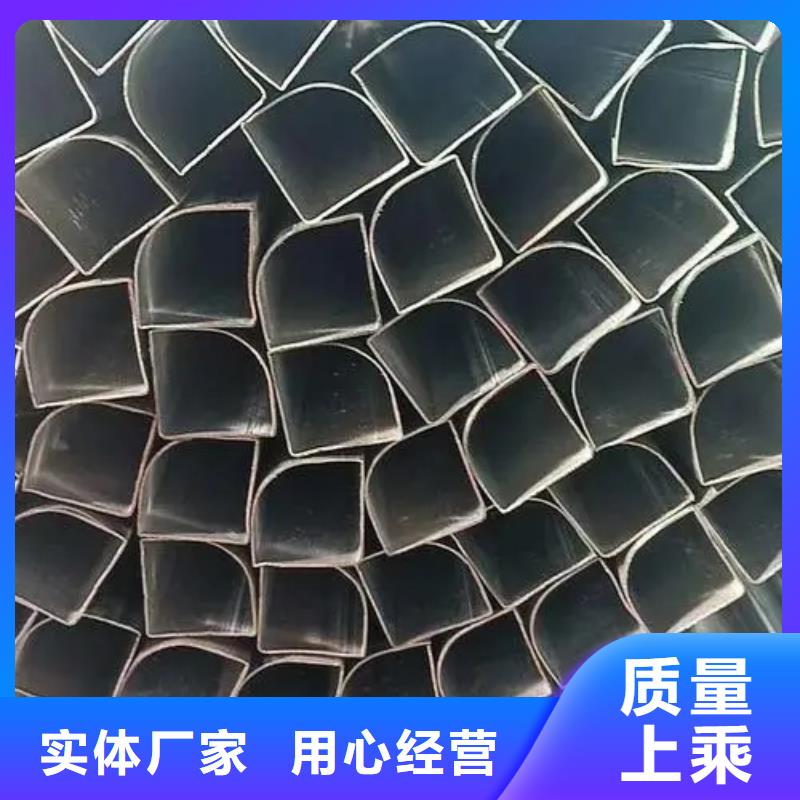
异型管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
异型管是近聊城异型管厂几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度


异型管普遍用以各类零部件、工具和机械部件。和不锈钢圆管相比,通常常有较大的惯性矩和横截面模数,有较大的抗弯强度抗扭能力,能够大大减少构造重量,节省钢才。
异型管的发展方向主要是产品种类的发展方向,涉及截面样子、材料和特性。挤压成型法、斜模轧法和冷拔法是生产制造异型管的合理方式,它适用生产制造各类截面和材料的管材。以便能生产制造品种齐全的异型管,还必需有着各种生产制造方式。20世纪90年代,在我国在原先只能冷拔的基础上,又开发设计出辊拔、挤压成型、液压、旋轧、旋压、连轧、旋转锻造和无模拔等各种生产制造方式,并在不断改善和造就新的机器设备与加工工艺。



异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
异型管焊嘴与异型管间的距离以15-25mm为宜。


汕尾乐道精密钢管厂家位于国联金属市场168号, 我公司是生产 T型管的专业厂家,拥。公司主要产品包括:[城市T型管]等。 长期以来,我们以真诚、守信、勤奋的企业精神,优良的产品及合理的价格,与广大客户建立长期的合作关系。公司产品主要销往全国各地,深受用户的信赖。公司坚持“严谨、高效、协作的团体精神,恒久不变的理想,永不枯竭的激情”,努力使技术更先进,制造更精良,所有环节一丝不苟,为客户提供精良产品。 我们真诚感谢众多客户多年的支持;热忱欢迎广大新老客户来图来样,订购生产,携手合作,共同发展。



